This month, I’ll continue on the solvent flow subject by discussing the heart of the solvent flow system, the solvent pump. The solvent pump on most drycleaning machines is a centrifugal type pump, a mechanical device designed to move solvent by employing a motor rotating a disk-like device with vanes on its surface called an impeller. Fluid enters the rapidly rotating impeller at its center and is cast out by centrifugal force along its circumference through the impeller’s vane tips.
PROBLEMS CAUSED BY PUMP FOULING
As we are all painfully aware, there is no end to the list of junk that solvent washes through the dry cleaning machine. Buttons, lint, pens, pencils, credit cards, collar stays, pins, coins, and the list goes on and on. Hopefully, the button trap strainer will strain out most of these objects. As we all know, nothing is 100%, and some debris will get through, and when it does, in most cases, the pump’s impeller will just chop it up and pass it through to eventually be trapped in the filter or still. However, when the pump can’t chew it up and spit it out, the debris often begins to accumulate in the area between the vanes on the pump’s impeller. This accumulation is a cascading process (like a snowball rolling downhill); once begun, it will rapidly degrade the pump’s performance. The following are the most common symptoms when debris is fouling the solvent pump’s impeller, and they fall into two basic categories, electrical and quality of the dry cleaning.
ELECTRICAL
CASE 1- When an object actually locks up the impeller, preventing it from rotating, the pump motor’s excess current draw will almost immediately lead to the pump motor overload tripping. On most dry cleaning machines, this results in the machine shutting down and displaying an error message.
CASE 2- When there is a significant debris build-up in the impeller vanes, which “drags” on the motor. After a few minutes of operation, the motor overload will trip, resulting in the machine shutting down and displaying an error message.
CASE 3- When debris begins to build up in the impeller vanes resulting in a reduced flow rate during the drain period, the solvent level will not drop below the dry cleaning machines basket. Then, when the extract motor turns on, it attempts to spin the basket through solvent, thereby tripping the extract motor overload. This build-up of debris in the impeller may be in only one or two impeller vanes, leading to intermittent tripping of the extract motor overload.
CLEANING QUALITY
When debris clogs the impeller, there is a marked decrease in the volume of solvent being moved by the pump. Symptoms of this reduced flow rate can result in any or all of these undesirable effects.
GREYING (REDEPOSTITION)- With less solvent flushing through the garments in a given time, particulates that would usually be suspended in the solvent then carried to the filter or still, settle back out of suspension onto the garments resulting in greying. Also, suppose the basket attempts to rotate through solvent remaining in the wheel. In that case, it agitates the solvent, splashing against the tub’s sides, thereby washing old accumulated debris onto the garments.
POOR FILTRATION- Another symptom of pump problems is poor filtration. Flow rate through the filters is paramount to good cleaning quality. The solvent pump must overcome the resistance the filters present to solvent flow. This resistance is referred to as filter pressure. When the vanes of the solvent pump become fouled, there is a marked reduction in the pump’s ability to force solvent through the filter, thereby reducing that vital flow rate with the attendant effects outlined in the preceding paragraph on GREYING.
CHECKING PUMP PERFORMANCE
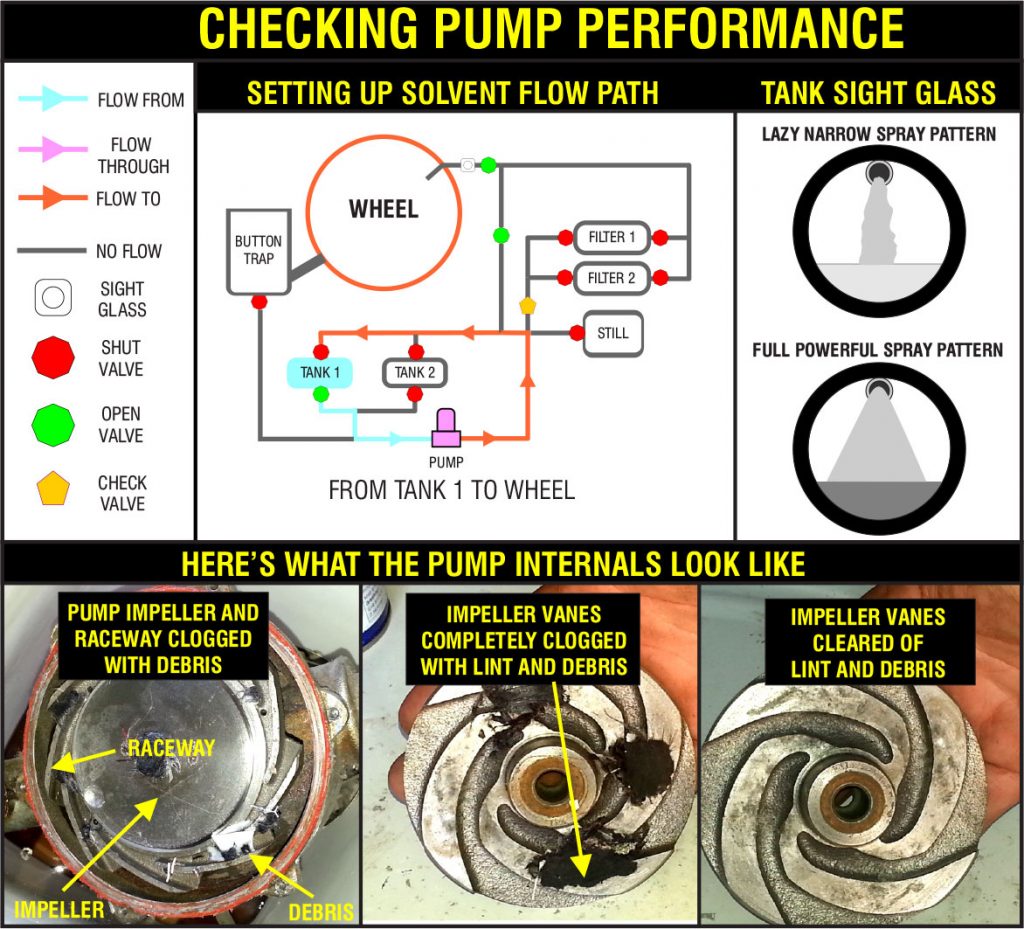
A method I’ve always found handy to check pump performance is to set up the flow path, so solvent is pumped from a tank back to the same tank while watching the spray pattern across the tank sight glass. The area the spray fans out over the sight glass is a good barometer of the solvent pump performance. Often lint, staples, safety pins, and all kinds of detritus clog up vanes on the pump impellor, degrading but not entirely stopping the solvent flow, which affects the solvent spray pattern. Look at the accompanying illustrations showing the valve setup for the spray pattern check and the pump’s internals.
Well, that’s it for now. More on valves next time around.