The article for this month will be about how to prevent the failure of the water pump. This pump supplies coolant to the still and refrigeration condensers and in many cases the solvent cooler of the dry cleaning machine. It is present in some form except in machines that are cooled by air or city water. To cool these components a liquid called “coolant” is forced through the coils of the condensers by a pump. In systems using a water tower the coolant is water; in systems using a chiller it is either water or a mixture of water and anti-freeze called “brine”. In water tower installations the pump is sometimes located on the roof near the tower or on the floor near the dry cleaning machine; in chillers, the pump is generally inside the enclosure housing the refrigeration components.
These pumps seldom fail without giving ample warning of an evolving problem. If the circuit breaker in the electrical panel that controls the pump trips frequently it’s a sure sign of looming disaster. If you are not afraid of electricity this would be the time to set the breaker for the pump is in the off position, remove the protective electrical plate at the rear of the pump then take a good look at the wire connections at both the pump. There is precious little room for the wire connections at the end of the pump and pumps vibrate, causing the screw connections or push-on connectors to loosen and eventually fail; in many cases, this is the problem area. Remove the access plate covering the power wire connections at the rear of the pump. Using a flashlight, observe if there is any melted insulation, bluing, or discoloration of the wires or connectors, if so replace them.
IF YOU ARE NOT EXPERIENCED IN WORKING WITH ELECTRICITY HIRE AN ELECTRICIAN FOR THE FOLLOWING PROCEDURES.
Remove the cover to the appropriate breaker panel and switch off the breaker controlling the pump. Make sure screws holding the wires in place are securely tightened down. Using a flashlight observe if there is any melted insulation, bluing, or discoloration of the wires or circuit breaker connections or the area where the circuit breaker attaches to the power busses in the breaker box.
Another harbinger of doom is frequent pump motor shut down due to motor overheating which trips the motors internal protective thermostat. If this is the case follow the same steps outlined in the previous paragraphs and in addition MAKE SURE THE LOUVERS THAT ALLOW AIR TO FLOW THROUGH THE MOTOR ARE FREE OF LINT, DUST, OR OBSTRUCTIONS. You can drastically shorten the time this internal thermostat requires to reset by obtaining a bag of ice, placing it inside another strong plastic bag, and laying it on the far end of the pump motor. Remember, this is only a temporary solution. The following goes for all electrical equipment. DO NOT USE THE CIRCUIT BREAKERS AS SWITCHES TO TURN EQUIPMENT ON AND OFF! This practice results in the degrading of the breaker’s performance and sometimes will keep the breaker from tripping at the right current levels. Each machine should have a disconnect close by; use this for switching instead of the breaker.
The next pump killer is excessive head pressure. Excessive head pressure could be caused by a number of factors (see last month’s article) and will be indicated by a high reading (45 PSI and above) on the pump outlet pressure gauge, if you have one installed. Also, the sound of the pump starting up will be different under high head pressure. Trying to describe sounds is near impossible but the best way I can is to say that when starting, the pump the sound will take longer to even out (sorry best I could do). Causes of this problem often lie in the bypass valve being shut or not sufficiently opened or the clogging of strainers going into the dry cleaning machinery.
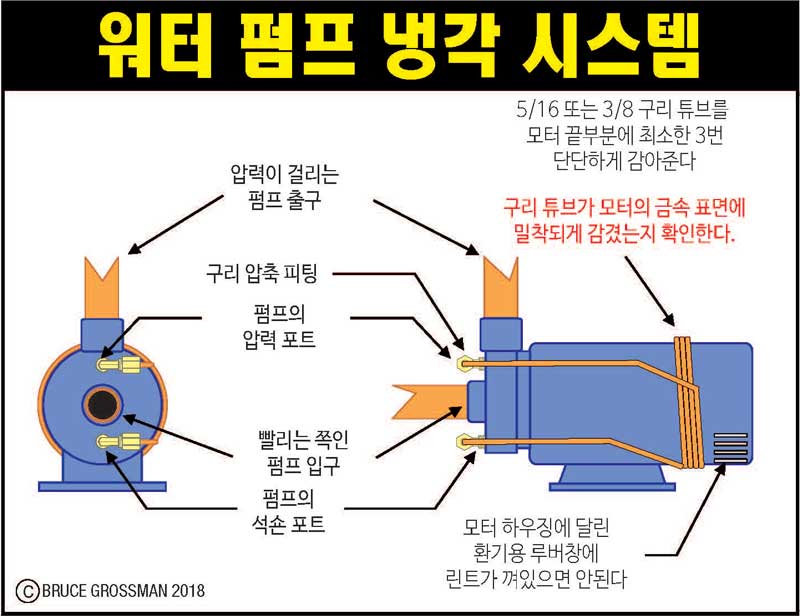
The illustration for this month shows a really simple and inexpensive method to prevent the pump motor from overheating. Whether you’re currently experiencing overheating problems or not it’s well worth it to install this cooling device.