In my travels as a dry cleaning mechanic, one of the more common complaints I hear is the loss of steam pressure caused by low water level in the boiler. Low water level can be caused by several different problems, and in this and follow-on issues I’ll be explaining how to find the cause/causes of low water faults. Symptoms of this type of fault mimic each other, so finding the culprit is more or less a process of elimination so I’m going to discuss these problems starting from the fault that is easiest to identify. Therefore, in this issue, I’ll be talking about how to locate faulty check valves in your boiler’s condensate return system. The purpose of a check valve is to limit the flow of water to one direction indicated by an arrow stamped into the body of the valve showing the direction of the water flow. These types of valves are used between the boiler return pump and the boiler pressure vessel with the direction of flow towards the boiler. When the water level in the boiler drops lower than the pump activation sensor in the water column the pump motor is turned on and the pump pulls water out of the return tank and pushes it through the check valves into the pressure vessel of the boiler. The filling continues until the water level reaches the pump de-activation sensor and then the pump turns off. However, there is pressure in the boiler pressure vessel and there needs to be some method to prevent this pressure from pushing the water back out of the boiler pressure vessel through the pump and into the return tank. This is what the check valve(s) do. When the pump is off, the pressure inside the boiler holds the check valves shut preventing water from being forced back out of the boiler pressure vessel. Unfortunately, steam systems generate a lot of scale, and steam and return piping continuously shed large particles of rust and other bits of metal as well. This detritus often finds its way into the internals of the check valves causing them to partially fail, allowing water to be pushed out of the boiler pressure vessel into the return tank. This valve “blow-by” is costly in wasted energy with steam boiling away in the return tank. In addition, this superheated water forced into the return tank overheats the return tank often causing the return pump to “cavitate” and not be able to refill the water in the boiler pressure vessel. When the water level drops low enough the boiler will shut down on a low water fault causing expensive loss of plant production due to boiler downtime.

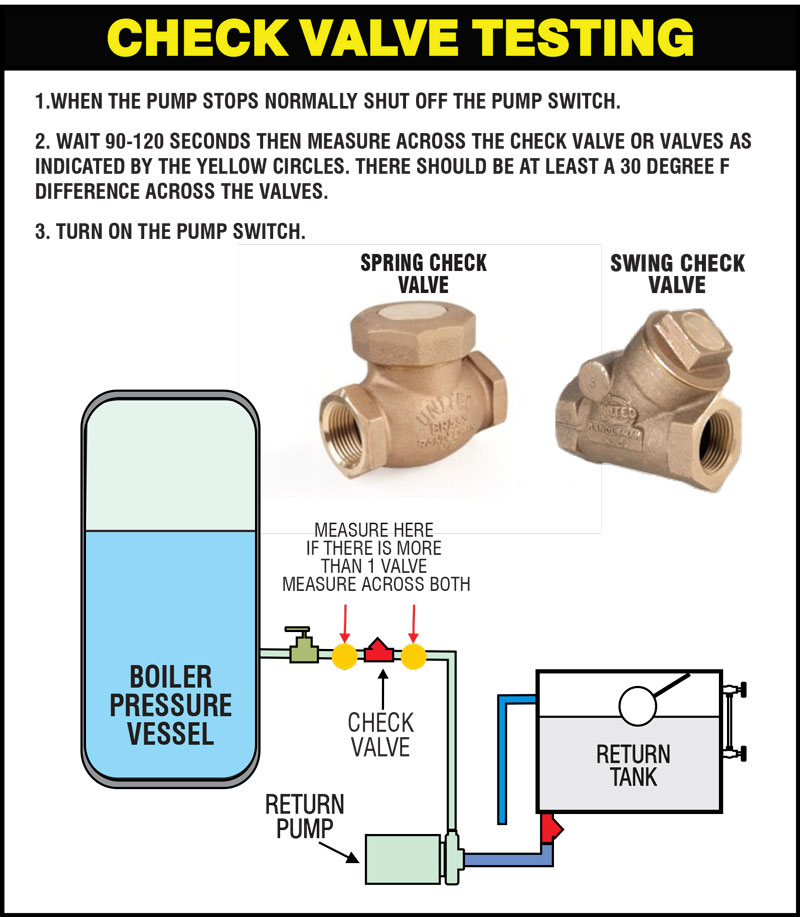
For these reasons, it’s a good thing to monitor the performance of this check valve(s) and replace them when they fail. Fortunately, it’s easy to run a simple temperature test which is a very accurate predictor of the condition of these valves. After the boiler has been in operation for a couple of hours wait for the pump to go on. Immediately after it shuts off turn off the power switch to the pump. Now wait 90-120 seconds and using a laser thermometer as described below measure the temperatures at the points indicated on the accompanying illustration. There should be at least a 30 degree F. difference in temperature between the two points. If there is less, it’s an accurate indication the check valve has a problem. Experience has taught me that it doesn’t pay to try to clean or repair them just replace the faulty valve. It’s wise to have a replacement in your parts stock.
 We will be using the laser thermometer again for these measurements. The following paragraph explains the best technique to obtain accurate results.
We will be using the laser thermometer again for these measurements. The following paragraph explains the best technique to obtain accurate results.
- The surface of the target should NOT be a highly reflective color like silver or white or have a highly polished finish like chrome or stainless. If it does, take a black Sharpie marker and blacken an area about the size of a quarter, use this blackened area as the target spot on the surface to be tested.
- The laser pointer is normally used to select the target area and illuminates the center of the sensed area. Since the sensor itself measures all of the infrared energy entering the lens it becomes progressively more accurate the closer you place the sensor to the target area. When using the laser thermometer to run these tests be sure to position the lens of the thermometer slightly above the surface of the area being measured, don’t just aim it and use the laser pointer to take the temperature.
A NOTE ON BOILER VALVES
Valves used on boilers should be rated at the next higher level of the maximum rated boiler operating pressure. For example, if the rated operating pressure (usually found on the nameplate attached to the boiler) is 150 PSI then the valve would be steam rated for at least 200 PSI. This rating usually appears on the body of the valve after the SWP abbreviation for “steam working pressure” (you won’t find these valves at Home Depot or Lowe’s). THE NUMBERS FOLLOWING THE ABBREVIATION WOG stands for the pressure rated for use with water-oil-gas and is NOT THE RATING FOR STEAM SERVICE.
